
In today’s fast-paced world, products travel farther and faster than ever before. From delicate electronics to sensitive medical devices, businesses need packaging that guarantees product safety without compromising efficiency or cost. This is where Polyethylene packaging steps in as a game-changing material. Not only does it offer excellent durability and shock absorption, but it also provides a flexible foundation for smart, custom-designed packaging systems.
Below, we explore how polyethylene has become one of the most dependable protective materials and why companies across different sectors continue to choose it for their long-term packaging strategies.
Polyethylene packaging is widely recognised for its exceptional strength-to-weight ratio and its ability to protect goods under the toughest transit conditions. Made from cross-linked or non-cross-linked polyethylene foam, this material provides a lightweight yet resilient barrier against impact, vibration, and repeated drops.
The foam structure contains thousands of microcellular bubbles that absorb shock energy, making it perfect for fragile, expensive, or high-value items. Whether you are shipping automotive components, healthcare equipment, or precision instruments, polyethylene packaging solutions offer multi-layered protection to significantly reduce the risk of transit damage.
- Repeatable and dependable performance
- Long-lasting shock absorption
- Suitable for multi-trip and reusable transit applications
- Available in multiple densities and colours
- Resistant to chemicals, water, and temperature changes
Because of these qualities, polyethylene foam is frequently used in sectors where reliability is non-negotiable.
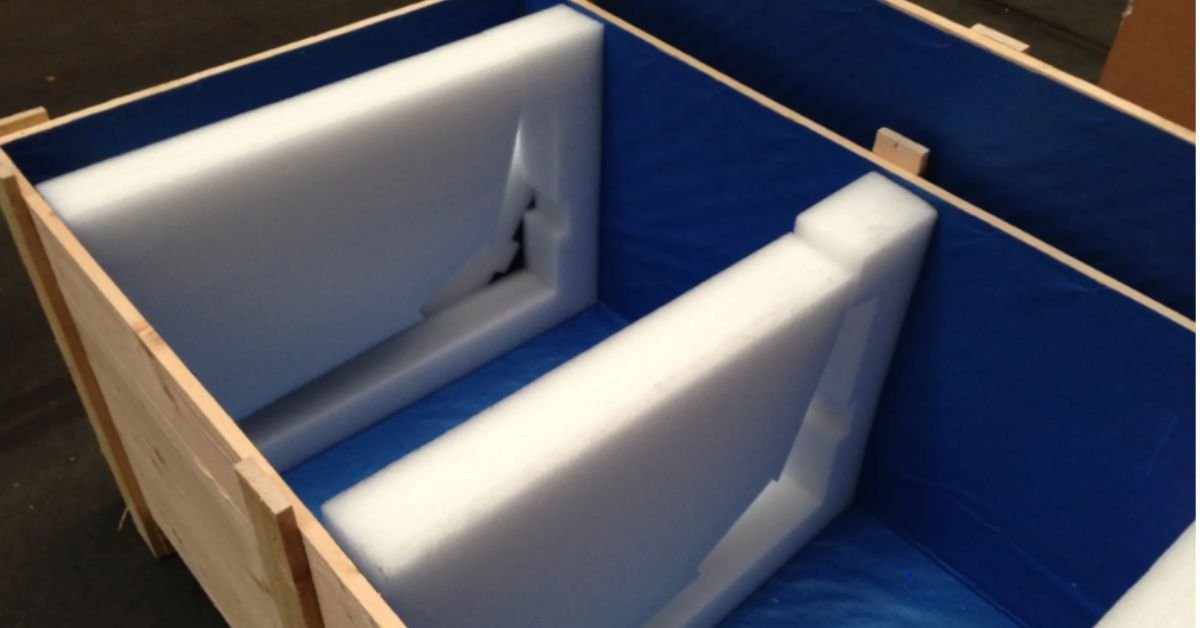
One of the strongest advantages of polyethylene packaging solutions is the ability to customise every detail. Whether your product requires a simple foam fitment or a fully engineered multi-layer system, polyethylene can be moulded, cut, shaped, or cross-linked to achieve the ideal level of cushioning.
Professional packaging designers analyse product dimensions, fragility, and handling conditions to create bespoke solutions. These specialised shapes ensure:
- Snug product placement
- Minimal movement during transport
- Optimised performance at the lowest cost
- Full compatibility with cartons or outer boxes
These custom polyethylene inserts can be combined with coloured foam for branding, anti-static pink for electronics, or durable black for industrial tools. Each option enhances both functionality and product presentation.
Polyethylene packaging is popular because it blends toughness with lightweight performance. It also outperforms many traditional materials like polystyrene where repeated use or high-impact resistance is required.
The foam’s cellular structure absorbs energy from knocks and drops, protecting delicate or high-value products.
Polyethylene naturally resists humidity, water, and many chemicals, ensuring safe storage for sensitive items such as electronics or medical components.
Its durability allows repeated use without losing protective qualities — ideal for warehouse-to-factory shuttle boxes or continuous supply chain cycles.
From cold storage to warm transit environments, polyethylene maintains its performance and shape.
The anti-static formulation is often preferred for electronics and components that must be shielded from static discharge.
Because of these advantages, polyethylene packaging solutions remain one of the most reliable long-term protective options for businesses across the UK.
Many packaging suppliers now offer more than just the foam components — they provide complete solutions including boxes, cartons, tapes, and bubble wrap. This integrated approach simplifies the entire sourcing and design process.
- One supplier for all materials
- Matched strength between outer box and internal foam
- Faster product development time
- Easier stock management
- Immediate support and problem-solving
- Cost-effective supply chain
This all-in-one method ensures that the foam fitment and the carton work together, creating a stronger, safer, and more efficient packaging system.
Because of its versatility, polyethylene packaging is used in many business sectors:
Protection against moisture and static makes it ideal for smartphones, chips, and sensitive components.
Foam inserts secure precision parts during long-distance shipping.
Equipment, instruments, and devices stay stable and contamination-free.
From tools to props, polyethylene prevents wear and tear during movement or storage.
Multi-trip trays and reusable inserts reduce long-term packaging costs.
Across industries, the foam ensures products arrive undamaged, maintaining brand reliability and customer satisfaction.
While polyethylene is known for its protective qualities, it’s also increasingly being used in eco-conscious packaging strategies. Custom packaging designers often combine polyethylene with recycled materials, biodegradable outer cartons, and sustainable fillers to support greener practices.
- Reduced waste due to high reusability
- Compatibility with recyclable outer packaging
- Lightweight structure that reduces shipping emissions
- Lower resource consumption during production
As sustainability becomes a priority for consumers, businesses that adopt more responsible packaging solutions enjoy better brand perception and customer loyalty.
Behind every successful polyethylene packaging solution is a team of experienced designers and technicians. Their expertise ensures that:
- Each design fits the product perfectly
- Material selection matches the required protection level
- Prototypes are tested for real-world performance
- Customers receive cost-effective, high-performing solutions
Some suppliers even offer on-site visits or telephone consultations to help businesses decide the best packaging format for their needs.
Reduces breakage, impact damage, and customer returns.
Reusable foam and optimised solutions cut long-term costs.
Suitable for everything from consumer goods to industrial equipment.
Lower shipping costs compared to harder, heavier materials.
Clean, neat foam designs improve product display and unboxing experiences.
Polyethylene packaging has evolved into one of the most reliable and adaptable protective materials in today’s packaging industry. Its unbeatable combination of durability, cushioning, moisture resistance, and custom design potential makes it a trusted choice for businesses across industries.
Whether you need simple foam sheets, custom-cut inserts, or complete polyethylene packaging solutions, this material offers everything required to keep products safe, maintain brand value, and streamline logistics. With expert design support and modern manufacturing techniques, polyethylene continues to shape the future of protective packaging — delivering performance you can rely on every single time.